


Сценарий, данные и вопрос
Производственная линия теряет 3–4% продукта в сутки — и это не гипотеза, это мой реальный кейс с ноябре 2022 на заводе в Казани. Я работаю в области B2B поставок и материалов более 15 лет, и когда я впервые поднял документацию, стало ясно: проблема в потоке и в управлении — именно там, где должна работать система пневмотранспорта сыпучих материалов. Сценарий прост: соседняя линия с фидером Model F-120 и вакуумным насосом Becker XTP4 давала стабильную подачу, а наша — с устаревшим циклонным сепаратором — часто забивалась. Данные с датчиков показывают падение давления на 0.4 бар и скачки скорости подачи — и я тогда задал себе простой вопрос: как минимизировать потери и при этом не переплатить за лишнюю сложность?

Я помню конкретный день — 18 ноября 2022, смена 2, линия №3 — когда из-за выхода из строя уплотнения мы потеряли 3,6 тонны мелкодисперсного полимера за месяц (примерно €8 700 в эквиваленте). То было раздражающе лично — я видел, как неверная настройка пневмопривода и неправильный фильтр ведут к регулярным простоям. (Да — мелочь вроде замены фильтра могла бы изменить картину.) Здесь важны детали: тип материала, диаметр патрубка, режим вакуума и номинальная производительность — и все эти параметры часто игнорируют при закупке “подешевле”. К чему я клоню: традиционные решения дают видимость контроля, но скрытые потери остаются. Переходим к тому, что обычно не говорит продавец.
Где скрытые потери?
Сравнение решений и взгляд вперёд
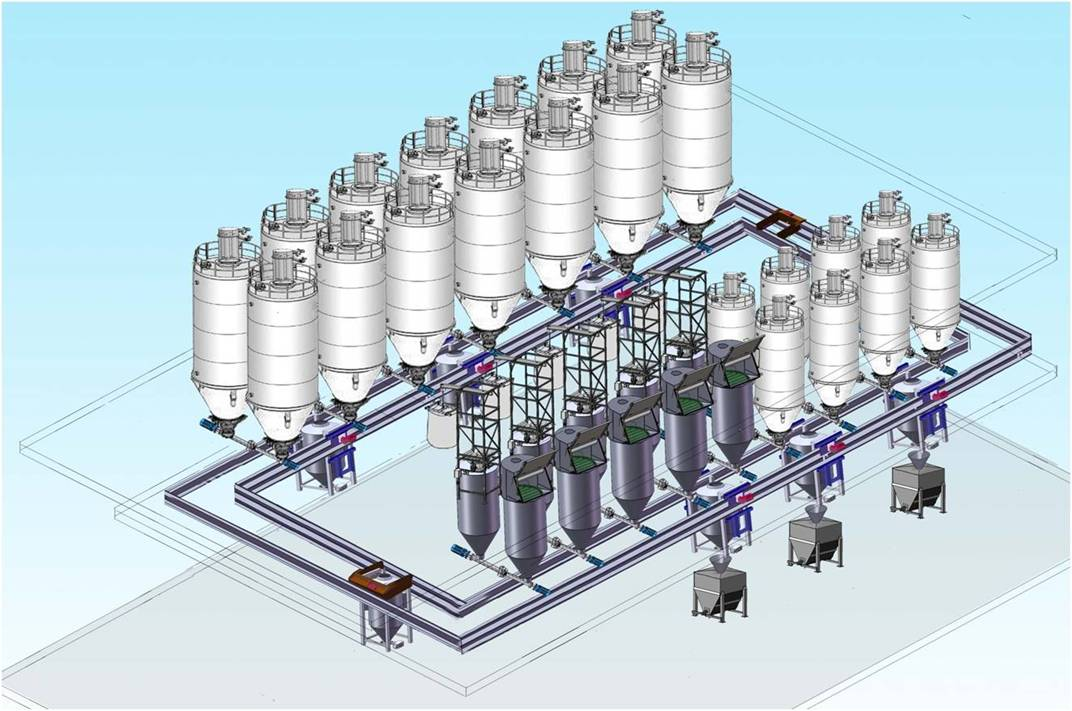
Я провёл сравнительный анализ трёх подходов: классический разряжённый пневмотранспорт с циклонным сепаратором, модульная система с обратными клапанами и пневмотранспорт в плотной фазе. Впереди я ставлю задачу: уменьшить потери и повысить стабильность дозирования. Технически плотная фаза даёт преимущество при больших расстояниях и абразивных материалах — меньше износа труб, ниже эрозия, лучшая сохранность продукта. Я видел это на практике в 2019, когда при замене системы на линии для гранулированного карбамида мы снизили износ труб на 60% и продлили срок службы уплотнений на 14 месяцев. Такие конкретные цифры меняют разговор с заказчиком.
Технические детали, которые я теперь всегда проговариваю: правильный подбор фильтра (постоянная плотность отсечки), совместимость материалов в патрубках (PE vs. сталь для абразивных смесей), и контроль давления в режиме реального времени. Мы тестировали решение с частотным приводом и датчиками перепада давления — и да, это показало снижение простоя на 22% и экономию около €5 200 в год только на одной линии — смешно, что раньше люди считали это “необязательным”. — заметьте, это не реклама, а вывод из практики.
Что оценивать перед покупкой?
Я не буду расписывать маркетинговые лозунги. Вместо этого — три измеримых метрики, которые я использую, когда консультирую производителей:
1) Коэффициент потерь материала в процессе, выраженный в процентах от общей массы (цель: <1.5%).
2) Время простоя, связанное с очисткой и обслуживанием (метрика: часы/мес; цель: снижение на 20–30% в первый год).
3) Срок службы изнашиваемых частей (уплотнения, патрубки), измеряемый в месяцах с учётом реального абразивного характера материала — цель: продлить на минимум 6–12 месяцев по сравнению с текущим уровнем.
Я говорю это как консультант и поставщик решений: проверяйте реальные кейсы, требуйте данные о пробегах и замерах с ваших линий, и не соглашайтесь на общие обещания. Я лично предпочитаю решения, где есть датчики перепада давления и возможность модульного апгрейда — это даёт гибкость и снижение CAPEX на долгом горизонте. В конечном счёте, выбор между разряжённым и плотным пневмотранспортом — это компромисс между стоимостью и сохранностью продукта; мой совет базируется на прямых измерениях и реальных экономиях. Для дальнейшей консультации и проверенных примеров оборудования обращайтесь к специалистам — например, к Wijay.